
 Công nghệ nghiền đá và nghiền cát nhân tạo
Công nghệ nghiền đá và nghiền cát nhân tạo Công nghệ sản xuất gạch không nung tự động
Công nghệ sản xuất gạch không nung tự động Hệ thống sấy cát đa tầng
Hệ thống sấy cát đa tầng Công nghệ sản xuất vữa khô và keo dán gạch
Công nghệ sản xuất vữa khô và keo dán gạch Công nghệ trạm trộn bê tông nhựa nóng
Công nghệ trạm trộn bê tông nhựa nóng Phụ gia cho vữa khô và keo dán gạch
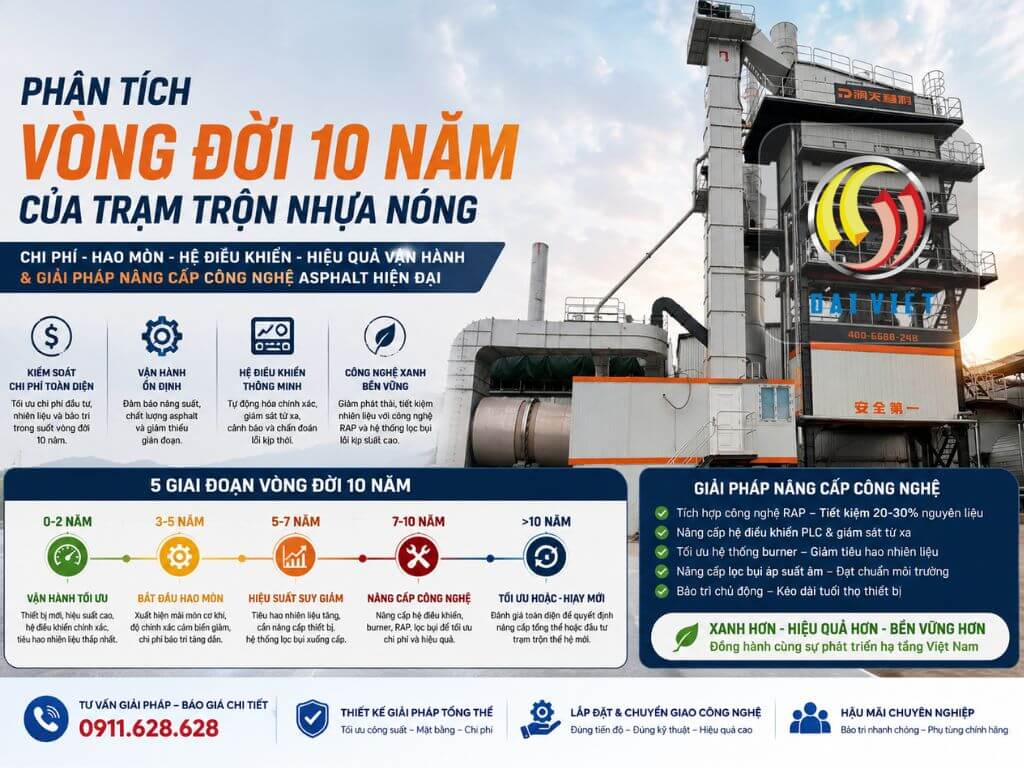
Phụ gia cho vữa khô và keo dán gạchVòng đời 10 năm của trạm trộn nhựa nóng phản ánh trực tiếp hiệu quả vận hành, chi phí nhiên liệu, độ bền thiết bị và khả năng nâng cấp công nghệ theo thời gian. Đại Việt JSC phân tích chi tiết các giai đoạn hao mòn, vận hành và giải pháp tối ưu hệ thống asphalt hiện đại.
Vì sao cần phân tích vòng đời 10 năm của trạm trộn nhựa nóng?
Một trạm trộn bê tông nhựa nóng có thể hoạt động từ 10 - 15 năm, thậm chí lâu hơn nếu được bảo trì đúng quy trình. Tuy nhiên, hiệu quả kinh tế thực tế của thiết bị lại phụ thuộc rất lớn vào khả năng kiểm soát chi phí vận hành, tiêu hao nhiên liệu và độ ổn định của hệ thống điều khiển.
Việc phân tích chi tiết vòng đời 10 năm của trạm trộn nhựa nóng giúp doanh nghiệp nhìn rõ tổng chi phí sở hữu thay vì chỉ tập trung vào giá mua ban đầu. Đây cũng là cơ sở để các nhà thầu tính toán ROI, thời gian hoàn vốn và kế hoạch nâng cấp công nghệ trong tương lai.
Vòng đời thiết bị không chỉ là tuổi thọ cơ khí
Nhiều người thường cho rằng tuổi thọ trạm asphalt chỉ phụ thuộc vào độ bền khung thép hoặc tang sấy. Trên thực tế, hệ thống điều khiển tự động và thiết bị điện mới là nhóm ảnh hưởng trực tiếp đến hiệu suất vận hành sau nhiều năm sử dụng.
Một số hạng mục quyết định hiệu quả lâu dài của trạm gồm:
- Bộ điều khiển PLC trung tâm
- Hệ thống biến tần điều khiển cấp liệu
- Cảm biến loadcell cân định lượng
- Bộ điều khiển đầu đốt burner
- Hệ thống giám sát nhiệt độ asphalt
- Hệ thống điều khiển lọc bụi áp suất âm
Nếu các thiết bị điều khiển này xuống cấp hoặc sai số lớn, chất lượng bê tông nhựa nóng sẽ không ổn định, kéo theo chi phí nhiên liệu và hao hụt vật liệu tăng lên đáng kể.
Đây cũng là lý do các dòng trạm asphalt thế hệ mới hiện nay đều tập trung vào tự động hóa và điều khiển thông minh nhằm kéo dài hiệu quả vận hành toàn bộ hệ thống.
Chi phí vận hành quyết định hiệu quả đầu tư
Trong suốt 10 năm vận hành, tổng chi phí nhiên liệu, điện năng và bảo trì thường lớn hơn rất nhiều so với chi phí đầu tư ban đầu.
Theo thông số kỹ thuật từ hệ thống trạm asphalt RUNTIAN, mức tiêu hao nhiên liệu tiêu chuẩn khoảng 6 - 7 kg dầu/tấn hỗn hợp asphalt thành phẩm. Điều này cho thấy chỉ cần hệ thống burner hoặc điều khiển nhiệt độ hoạt động thiếu chính xác, chi phí nhiên liệu mỗi năm có thể tăng thêm hàng trăm triệu đồng.
Việc đánh giá đúng vòng đời 10 năm của trạm trộn nhựa nóng giúp doanh nghiệp:
- Kiểm soát chi phí dài hạn
- Chủ động kế hoạch bảo trì
- Giảm nguy cơ dừng trạm đột xuất
- Tối ưu hiệu suất sản xuất asphalt
- Kéo dài tuổi thọ thiết bị điều khiển
Đây là yếu tố đặc biệt quan trọng với các doanh nghiệp thi công cao tốc, sân bay hoặc dự án hạ tầng quy mô lớn.

Giai đoạn 0 - 2 năm: Thời kỳ vận hành tối ưu nhất của trạm asphalt
Trong 2 năm đầu tiên, trạm trộn nhựa nóng thường đạt trạng thái vận hành ổn định nhất do các thiết bị cơ khí và hệ điều khiển còn mới. Đây cũng là giai đoạn hiệu suất nhiệt, độ chính xác cấp liệu và khả năng kiểm soát nhiệt độ asphalt đạt mức tối ưu.
Nếu được lắp đặt đúng tiêu chuẩn và chuyển giao công nghệ bài bản, doanh nghiệp có thể nhanh chóng đạt công suất thiết kế và giảm đáng kể chi phí sản xuất hỗn hợp bê tông nhựa nóng.
Hệ thống điều khiển hoạt động ổn định
Ở giai đoạn đầu, các thiết bị điều khiển điện tử thường có độ chính xác rất cao, đặc biệt là:
- PLC điều khiển trung tâm
- Biến tần điều chỉnh băng tải
- Cảm biến nhiệt độ
- Hệ thống định lượng tự động
- Bộ điều khiển burner
Theo catalogue công nghệ RUNTIAN, hệ thống định lượng sử dụng cấu trúc cân điện tử áp suất 3 điểm kết hợp công nghệ bù sai số giúp độ chính xác định lượng đạt dưới 0,3%.
Nhờ đó:
- Nhiệt độ asphalt ổn định hơn
- Cấp phối ít sai lệch
- Giảm hao hụt vật liệu
- Tiết kiệm nhiên liệu đốt
Đây là giai đoạn doanh nghiệp cần tập trung đào tạo nhân sự vận hành để tận dụng tối đa khả năng tự động hóa của hệ thống.
Hiệu suất nhiên liệu đạt mức tốt nhất
Trong giai đoạn đầu, burner và tang sấy hoạt động hiệu quả nhờ:
- Bề mặt truyền nhiệt chưa bị bám bụi
- Hệ thống cấp gió ổn định
- Đầu phun nhiên liệu chưa hao mòn
- Điều khiển biến tần còn chính xác
Các dòng trạm asphalt hiện đại ứng dụng công nghệ đầu đốt phun sương áp suất thấp giúp tối ưu tỷ lệ gió, nhiên liệu, từ đó giảm đáng kể tiêu hao dầu đốt. Đây cũng là giai đoạn doanh nghiệp dễ đạt lợi nhuận tốt nhất trong toàn bộ vòng đời 10 năm của trạm trộn nhựa nóng.

Giai đoạn 3 - 5 năm: Bắt đầu xuất hiện hao mòn và tăng chi phí bảo trì
Sau khoảng 3 - 5 năm vận hành liên tục, trạm asphalt bắt đầu xuất hiện các dấu hiệu hao mòn cơ khí và suy giảm hiệu suất nhiệt. Nếu không kiểm tra định kỳ, các sai số nhỏ trong hệ thống điều khiển có thể dẫn đến tăng tiêu hao nhiên liệu và giảm chất lượng asphalt thành phẩm.
Đây là thời điểm nhiều doanh nghiệp bắt đầu nhận thấy sự chênh lệch rõ rệt giữa công suất thiết kế và công suất vận hành thực tế.
Hệ thống điều khiển bắt đầu suy giảm độ chính xác
Một số thiết bị điện và điều khiển thường xuống cấp trong giai đoạn này gồm:
- Loadcell cân định lượng
- Cảm biến nhiệt độ
- Van khí nén
- Biến tần băng tải
- Bộ điều khiển burner
Khi các thiết bị này sai lệch:
- Tỷ lệ nhựa đường không ổn định
- Nhiệt độ asphalt dao động
- Chất lượng hỗn hợp giảm
- Hao phí nhiên liệu tăng
Nhiều trạm asphalt cũ thường gặp tình trạng nhiệt độ hỗn hợp không đồng đều do cảm biến nhiệt bị lệch sau thời gian dài làm việc trong môi trường nhiệt cao và bụi lớn.
Đây là nguyên nhân khiến chi phí sản xuất tăng lên mà doanh nghiệp khó nhận ra ngay từ đầu.
Các bộ phận cơ khí bắt đầu hao mòn mạnh
Bên cạnh hệ điều khiển, nhóm thiết bị chịu mài mòn trực tiếp cũng bắt đầu xuống cấp như:
- Cánh trộn
- Tấm lót máy trộn
- Tang sấy
- Băng tải cấp liệu
- Quạt hút bụi
Theo thiết kế công nghệ RUNTIAN, tấm lót và cánh trộn sử dụng hợp kim chịu mài mòn có tuổi thọ trên 100.000 mẻ trộn. Tuy nhiên, tuổi thọ thực tế còn phụ thuộc vào:
- Chất lượng đá đầu vào
- Tần suất vận hành
- Chế độ bảo trì
- Độ ổn định nhiệt độ trộn
Nếu không thay thế đúng thời điểm, hỗn hợp asphalt dễ bị trộn không đều và phát sinh thêm chi phí sửa chữa lớn.

Giai đoạn 5 - 7 năm: Thời điểm quyết định hiệu quả dài hạn của trạm
Sau năm thứ 5, hiệu quả kinh tế của trạm asphalt bắt đầu phụ thuộc rất lớn vào khả năng nâng cấp công nghệ và quản lý vận hành. Đây là giai đoạn nhiều doanh nghiệp bắt đầu cân nhắc cải tạo burner, nâng cấp PLC hoặc bổ sung hệ thống tái sinh RAP.
Nếu chỉ duy trì vận hành theo kiểu sửa chữa nhỏ lẻ, chi phí nhiên liệu và bảo trì thường tăng rất nhanh.
Tiêu hao nhiên liệu tăng rõ rệt
Khi tang sấy xuống cấp hoặc burner hoạt động thiếu ổn định:
- Hiệu suất truyền nhiệt giảm
- Nhiệt độ asphalt khó kiểm soát
- Lượng dầu đốt tăng mạnh
Một số nguyên nhân phổ biến:
- Cánh nâng vật liệu mòn
- Đầu phun burner bị bám cặn
- Hệ thống cấp gió sai lệch
- Bộ điều khiển nhiệt phản hồi chậm
Điều này khiến chi phí sản xuất mỗi tấn asphalt tăng lên đáng kể trong toàn bộ vòng đời 10 năm của trạm trộn nhựa nóng.
Hệ thống lọc bụi và môi trường cần nâng cấp
Sau nhiều năm vận hành, hệ thống lọc bụi thường suy giảm hiệu quả do:
- Túi lọc bị bám nhựa
- Quạt hút giảm lưu lượng
- Đường ống bụi bám dày
- Van xung khí nén xuống cấp
Các trạm asphalt thế hệ mới hiện nay yêu cầu nồng độ phát thải dưới 20mg/Nm³ để đáp ứng tiêu chuẩn môi trường.
Do đó, việc nâng cấp:
- Hệ thống lọc bụi
- Điều khiển áp suất âm
- Hệ thống xử lý khói xanh
- Thiết bị kiểm soát mùi asphalt
Là yếu tố bắt buộc nếu doanh nghiệp muốn tiếp tục vận hành ổn định lâu dài.

Giai đoạn 7 - 10 năm: Nâng cấp công nghệ hay thay mới?
Đây là giai đoạn quan trọng nhất trong toàn bộ vòng đời 10 năm của trạm trộn nhựa nóng. Nếu hệ thống khung chính còn tốt, doanh nghiệp hoàn toàn có thể nâng cấp công nghệ để kéo dài thêm 5 - 10 năm vận hành hiệu quả.
Nhiều trạm asphalt hiện nay vẫn hoạt động tốt sau hơn 10 năm nhờ nâng cấp điều khiển tự động và tích hợp công nghệ RAP hiện đại.
Nâng cấp hệ điều khiển giúp kéo dài tuổi thọ trạm
Một số hạng mục nâng cấp mang lại hiệu quả rất lớn gồm:
- PLC điều khiển thế hệ mới
- Màn hình HMI thông minh
- Điều khiển burner biến tần kép
- Cảm biến nhiệt độ kỹ thuật số
- Hệ thống giám sát từ xa
Việc nâng cấp điều khiển giúp:
- Giảm sai số cấp phối
- Tối ưu nhiên liệu
- Giảm nhân công vận hành
- Ổn định chất lượng asphalt
Đây cũng là xu hướng của các trạm asphalt hiện đại sử dụng công nghệ MES - ERP - tự động hóa thông minh hiện nay.
Công nghệ RAP thay đổi hoàn toàn hiệu quả vận hành
Hiện nay, nhiều doanh nghiệp bắt đầu tích hợp công nghệ tái sinh RAP nhằm:
- Giảm chi phí nguyên liệu
- Giảm phát thải CO2
- Tận dụng asphalt cào bóc
Theo định hướng công nghệ mới, RAP có thể giúp tiết kiệm 20 - 30% nguyên liệu đầu vào.
Đây là xu hướng quan trọng giúp kéo dài hiệu quả đầu tư của trạm asphalt trong bối cảnh:
- Giá nhựa đường tăng
- Chi phí nhiên liệu cao
- Yêu cầu môi trường khắt khe hơn

Vai trò của hệ thống điều khiển trong vòng đời trạm asphalt
Trong toàn bộ quá trình vận hành, hệ thống điều khiển chính là “bộ não” quyết định độ ổn định của trạm asphalt. Dù kết cấu cơ khí còn tốt nhưng nếu điều khiển thiếu chính xác, doanh nghiệp vẫn phải đối mặt với:
- Tiêu hao nhiên liệu lớn
- Asphalt không đồng đều
- Tăng lỗi vận hành
- Giảm năng suất thực tế
Đây cũng là lý do các trạm trộn thế hệ mới hiện nay tập trung rất mạnh vào tự động hóa thông minh.
Điều khiển chính xác giúp giảm chi phí vận hành
Các hệ thống điều khiển hiện đại giúp:
- Kiểm soát nhiệt độ chính xác
- Điều chỉnh cấp liệu tự động
- Giảm sai số cân định lượng
- Tối ưu tỷ lệ gió - nhiên liệu
Nhờ đó:
- Giảm hao phí dầu đốt
- Giảm tỷ lệ asphalt lỗi
- Tăng tuổi thọ thiết bị cơ khí
- Ổn định chất lượng hỗn hợp
Đây là yếu tố ảnh hưởng trực tiếp đến hiệu quả của vòng đời 10 năm của trạm trộn nhựa nóng.
Điều khiển thông minh giúp bảo trì chủ động
Các dòng trạm asphalt mới hiện nay có khả năng:
- Cảnh báo nhiệt độ bất thường
- Chẩn đoán lỗi từ xa
- Giám sát áp suất hệ thống
- Theo dõi trạng thái burner
Điều này giúp doanh nghiệp:
- Giảm thời gian dừng trạm
- Chủ động thay thế linh kiện
- Hạn chế hỏng hóc lớn
- Kéo dài tuổi thọ vận hành
Đây chính là xu hướng vận hành asphalt hiện đại mà nhiều doanh nghiệp lớn đang chuyển đổi mạnh mẽ.

Vòng đời 10 năm của trạm trộn nhựa nóng không chỉ phản ánh độ bền thiết bị mà còn thể hiện hiệu quả quản lý vận hành, năng lực điều khiển tự động và khả năng tối ưu công nghệ theo thời gian. Một hệ thống asphalt hiện đại cần được đầu tư đồng bộ từ cơ khí, burner đến hệ điều khiển thông minh để duy trì hiệu suất lâu dài.
Trong bối cảnh ngành giao thông yêu cầu ngày càng cao về chất lượng asphalt và tiêu chuẩn môi trường, việc nâng cấp công nghệ, tối ưu nhiên liệu và ứng dụng RAP sẽ trở thành xu hướng tất yếu của các doanh nghiệp xây dựng hạ tầng.
Đại Việt JSC dẫn đầu công nghệ trạm trộn bê tông nhựa nóng Asphalt - Chuyên tư vấn, thiết kế, lắp đặt và chuyển giao công nghệ trạm trộn bê tông nhựa nóng hiện đại, đồng hành cùng doanh nghiệp nâng cao hiệu quả đầu tư và phát triển bền vững trong tương lai.
“Nhuận Thiên trải thảm những cung đường Việt Nam”
 Công nghệ nghiền đá và nghiền cát nhân tạo
Công nghệ nghiền đá và nghiền cát nhân tạo Công nghệ sản xuất gạch không nung tự động
Công nghệ sản xuất gạch không nung tự động Hệ thống sấy cát đa tầng
Hệ thống sấy cát đa tầng Công nghệ sản xuất vữa khô và keo dán gạch
Công nghệ sản xuất vữa khô và keo dán gạch Công nghệ trạm trộn bê tông nhựa nóng
Công nghệ trạm trộn bê tông nhựa nóng Phụ gia cho vữa khô và keo dán gạch
Phụ gia cho vữa khô và keo dán gạch